1344929318
Докато блендовете превръщат шотландското уиски в питие с международно признание и с изключително икономическо значение, то сингъл малцовите шотландски уискита запазват традициите и го развиват в нови измерения.

По дефиниция шотландското сингъл малцово уиски е продукт на една единствена дестилерия. То не може да бъде миксирано с уискита от други дестилерии. Различията между отделните марки се дължи, не само на тереора и традициите на регионите и подрегионите в страната, но и на уменията на технолозите и специфичните особености при производството им. Както се досещате освен че са съществени, те са и много. Следващите редове ще ви въведат в тайнствата при производството на шотландското сингъл малц уиски.
Шотландският малц се произвежда от три основни съставки: ечемик, бистра вода и мая.
Ечемикът е основната суровина за производството на малцово уиски. Шотландското уиски и ечемикът са неразделно свързани. Всички дестилерии, опериращи във високопланиския район Хайланд (Highland) и западните и северни острови (които са подрегион на Хайландс), по закон използват само малцован ечемик. Предимството на ечемика е в това, че може да се отглежда в по-бедни почви, с ниско съдържание на азот, което осигурява повече скорбяла в зърното. Така се извлича повече алкохол на единица зърно. Все още се дебатира върху това кой сорт е най-подходящ. Миналото, когато са се използвали всякакви локални сортове, отдавна е забравено. Днес, във века на генното инженерство, са създадени и се използват т.нар. супер-сортове. Откакто производството на уиски е индустрия, дестилериите търсят сортове ечемик, които не само носят качествен спирт, но и количества от него. Съвременните сортове, при правилен производствен процес, доставят до 400 литра алкохол на тон ечемик. Никак не е зле! Изискванията са зърното да бъде добре узряло, сухо, с високо съдържание на скорбяла, бедно на протеини и азот. Въпреки богатия избор, дестилериите използват един или два вида и обработката им протича поотделно. В днешното комерсиално време обаче все още съществуват традиционалисти, или както ги наричат -романтици, като Macallan (Маккалън) и Glengoyne (Гленгойн), които вярват, че сортът ечемик оказва съществено влияние върху качествата на крайния продукт. И двете дестилерии използват «старомодния» и скъп сорт «Голдън Промис» (Golden Promise — Златно Обещание).
Дали изборът не само на вида зърнена култура, но и на сорта й, оказва влияние на качествата на доброто уиски? Според мен отговорът е да. При производството на качественото вино видът и съставките на почвата са от огромно значение. Това правило важи със същата сила и при уискито! През каквито и процеси да минава производството, то богатството на природата, което зърнената култура извлича от почвата, винаги ще има думата за финалните щрихи на крайния продукт, защото и най-малките детайли имат значение!
Водата е първият и основен елемент при създаването на уиски и същевременно най-мистериозният.
Най-важната подробност за водата при производството на качествено уиски е, че трябва да е много. Всяка дестилерия е позиционирана на място с изключително големи запаси на вода. С еднаква сила водата е нужна както за производството на уиски, като и за неговата консумация.
Първият етап при производството на уиски е накисването на зърното. Най-добрата вода за тази цел е меката вода. Повечето шотландски дестилерии се кълнат в мекотата на водата, която използват. Тя е такава, когато извира от гранитните недра на шотландските планини или тече по торфените корита на реките. Шотландската вода е известна още с ниското си ниво на pH, понеже в нея има следи от киселинен торф, който същевременно спомага за ферментацията. Когато водата тече по своя път до дестилерията, абсорбира безброй аромати. Трите торфени «чудовища» на южния бряг на остров Айла (Islay) — Ardbeg (Ардбег), Lagavulin (Лагавулин) и Laphroaig (Лафройг), използват вода, течаща километри през торфени залежи, богата на фенолни елементи. Чудесно! Но не само меката вода прави добро уиски. Според мен заслугата на меката вода е малко надценена. Дестилерии като Glenmorangie (Гленморанджи) и Highland Park (Хайланд Парк) произвеждат превъзходни уискита със завидни характеристики, а използват твърда вода. Каква трябва да е водата тогава? Отговорът на този въпрос е един — чиста!
В Кентъки производителите на бърбън вярват, че маята придава аромати на крайния продукт и разработват своя собствена, докато Шотландците са пословично стиснати и използват тази, която е най-изгодна. Въпреки това тя е изключително важна за крайния продукт
Малцовото уиски се произвежда изключително и само от малцован ечемик. Принцъпът на производство на малц е следният:
Зърната на ечемика се накисват във вода за два, три до максимум четири дни, докато напълно овлажнеят. При този процес се отделя топлина и трябва да се внимава постоянната температура в контейнерите да не бъде над 15 — 16 °С. След изважадането им от водата, те се разстилат на дебелина около 30 см, върху пода за малцоване. През следващите 12 дни се обръщат постоянно, заради повишаващата се температура, с помощта на машини или с гребла и лопати, както в миналото. Стадиите на процеса до момента позволяват на ечемика да покълне. При покълването се извършват някои химически процеси и настъпват промени, в резултат на които скорбялата в зърното ще се превърне в захари, необходими за ферментацията. Идеалното ниво на захари се получава след около 7 дни. Така вече готовият малц, познат като «зелен малц» (green malt), се изсушава, за да се прекъсне процесът на покълване. Зеленият малц се поставя върху метална мрежа в пещ. Под него гори огън от торф или каменни въглища, в които се поставя торф. Именно торфът придава специфичният вкус на шотландското малцово уиски. Основна забележителност на всяка дестилерия са т.нар. пагоди (pagoda towers). Това са комините на фурните, където се изпича зеленият малц. Много малко дестилерии произвеждат малц по този скъп, занаятчийски способ. Това са Balvenie (Балвение), Bowmore (Боумор), Glendronach (Глендронах), Highland Park (Хайланд Парк), Laphroaig (Лафройг) и Springbang (Спрингбанг). Малцът се суши и пече на торфения пушек при 60 °С около 2 дни. В наши дни се използват главно промишлени методи за производство на малц, където ечемикът покълва и се изпича в огромни барабани. При шотландските уискита, по време на фазата на изпичане, се подава торфен пушек с концентрация и продължителност според нуждите на дадената дестилерия. Степента на наситеност с торф (Peat) се измерва във фенолни части на милион ppm. «Торфените чудовища», като Ardbeg (Ардбег), Lagavulin (Лагавулин) и Laphroaig (Лафройг), имат между 40 и 50 ppm. Средно наситени, като Bowmore (Боумор) и Highland Park (Хайланд Парк), имат около 20 ppm. Слабоопушените, основно в райна на Спейсайд, — около 2 ppm. Има и малцови шотландски уискита, които не са опушени изобщо, като Glengoyne (Гленгойн) и Deanston (Дийнстън).
Следващата фаза е почистване (dressing). В нея малцът се пречиства от някои долнокачествени отпадъци и след това се стрива. Получава се едросмляно зърно, познато под името «малцово мливо» (malt grist).
Смилането е изключително опасен процес. Дори и най-малката искра, получена от стружка или метален предмет, би предизвикала моментален пожар. Това е и най-честата причина за изгарянето на дестилериите. Сегашното производство на малц използва мощни магнити, които предпазват процеса от неприятности.
След тази подготовка, с малцово мливо се захранва голям кадус (mash tun), където се смесва с точно определено количество топла вода (около 60 °С). Съвременните дестилерии използват огромни стоманени варели с механични бълкалки. При производството на шотландско уиски се позволява използването само на естествени ензими и това налага температурата да бъде много добре прецезирана, за да не ги унищожи. Така завършва процесът на превръщането на декстрин в малтоза и се получава топъл сладък безалкохолен разтвор (wort), който може да ферментира. Сместа няколко пъти минава през сита, така че да се премахнат всички кълнове и останалите твърди примеси. Полученият течен разтвор се съхранява в резервоар, където се охлажда до 20 — 27 °С, за да се предотврати разпадането на малтозата и да се прибавят дрождите (маята). Сместа, заедно с маята, ферментира в друг контейнер (washback). В миналото това са били дървени съдове, с вместимост около 5 000 литра. По правило те никога не се пълнят догоре, защото се оставя място за пяната, съпровождаща процеса на ферментация. В зависимост от зададената температура (и количеството на феноли от торфа при Шотланските уискита), процесът на ферментация отнема между 40 и 72 часа. Резултатът е слабоалкохолен разтвор (wash), бира с алкохолно съдържание около 7 — 10 об. % алк. , позната в Шотландия като Ейл (Ale). Следва процесът на дестилация.
Разликата във видовете дестилаторни казани на отделните дестилерии е основно в техните «вратове». Именно това ги отличава и от българските дестилаторни казани за варене на ракия. Формата на дестилаторите има огромно влияние върху харектиристиките на произвежданото уиски. Така например, дестилатори с къси вратове произвеждат уискита с тежък маслен състав и интензивни аромати, докато уискитата от тези с по-дълги вратове са с по-леки аромати и по-лек маслен състав. Както вече знаете, и най-малките детайли имат значение. В миналото дестилационните казани са се подгрявали директно с въглища, а впоследствие — с газ. Днес поддържат необходимата температура с пара. Принципно, малцовото уиски може да бъде дестилирано в един единствен дестилационен казан (първичната и вторичната и ако се изисква и третата дестилация на алкохола) или в два, или в три — последователно редуващи се. Шотландците традиционно работят с двойки дестилационни казани, с крушовидна форма (wash still и spirit still). Шепа производители обаче са използвали и използват тройна дестилация — три взаимносвързани дестилационни казана, главно в районите Лоуланд (Lowland) и Кемпбелтън (Campbeltown). Често, но не и задължително, първият дестилационен казан (wash still) е по-голям от втория (spirit still). В първия се дестилира слабоалкохолната бира, получена от ферментацията на малца, т.нар. уаш (wash), който в съвременните производства е с вместимост около 30 000 литра.
Казанът се загрява и алкохолните пари се издигат през лулата до охлажданата с леденостудена вода спирала, където кондензират в алкохолна течност, наречена «първо вино» (low wine). Този дестилат, с алкохолно съдържание около 21 — 25 об. % алк. , се събира в т.нар. алкохолен сейф (spirit safe) — прозрачен съд от дебело стъкло, в който алкохолът може да се огледа и да се прецени дали е подходящ, за да се налее във втория съд. Алкохолният сейф позволява на технолога да упражнява контрол и да се меси директно в процеса, дори да върне част от него обратно в казана. Първото вино (low wine) се поставя във втория дестилационен казан (spirit still) и се редестилира. Крайният продукт от вторичната дестилация е неотлежалото уиски. В действителност никога не се прибира цялото количество дестилиран спирт. Това е така, защото в самото начало той съдържа нежелани примеси, като алдехиди и естери. Основната задача на технолога е да «отреже» чистия спирт от нежеланите примеси и да гаранитира качеството на крайния продукт. Това става с отделяне на началото — «главата» (head) и края — «опашката» (tail) на партидата. Средната й част е «сърцето» (hеard). Тази централна част на алкохолния поток стартира с около 74 об. % алк. и постепенно намалява до 62 — 65 об. % алк. Тук започва «опашката». С нея идва по-грубият алкохол, с примеси на тежки масла, които технологът отделя и връща обратно в дестилационния казан. В действителност «сърцето» заема три пети от целия процес и има средно ниво на алкохолно съдържание 70 — 72 об. % алк. . Колкото по-дълъг е този процес, толкова по-тежки и ароматни компоненти се съдържат в крайния продукт и има реална опасност уискито да придобие неприятен и тежък аромат. Обратно, колкото по-къс е той, толкова по-леко, нежно и сухо е уискито, но пък има опасност да е без характер и аромат. Това е голямата отговорност на технолога. След отделянето, «сърцето» се разрежда с изворна вода до 63 об.% алк. и поема към своя дом за следващите няколко години, където ще се развие и помъдрее. Сами разбирате, че това не е индустриален процес, а занаят, съпроводен с много опит, традиции и любов. Защото и най-малките детайли имат значение!
В днешно време, по закон, шотландските уискита трябва да отлежат минимум три години в дъбови бъчви.
Това изискване е въведено, благодарение на Дейвид Лойд Джордж (David Lloyd George 1863 — 1945). Този британски премиер имал неистовото желание да забрани производството и консумацията на всички алкохолни напитки, но отлично знаел, че подобна мярка не би му донесла голяма популярност сред масите. Той се вслушва в предложението на своя колега Джеймс Стивенсон (James Stevenson), управител на Jonny Walker (Джони Уолкър) и така продажбата на бяло, незряло уиски, което основно пораждало социални поражения, бива забранена. През 1915 г. с нормативен акт, известен като «Закон за незрелите уискита», е определен минимален период на отлежаване на шотландските уискита. В стремежа си да ограничат масовата продажба на евтин алкохол и социалното разпадане на обществото, тогавашните законодатели вероятно не са осъзнавали каква огромна услуга са направили на индустрията.
До този момент уискито е добило своята идентичност от водата, торфа, вида на зърното и формата на дестилатора. Отлежаването е последния щрих, който производителите могат да добавят, преди Негово величетво — клиентът да каже своята дума.
Изборът на материал за производство на бъчвите е от изключително значение. Най-подходящ и най-предпочитан е дъбът. Шотланците винаги са използвали бъчви втора употреба. Това са предимно съдове, в които търговците са доставяли на местния пазар вино, ром или шери. В днешно време индустрията използва основно два вида употребявани бъчви. Едните са от бърбън, а другите — от шери. Разбира се бъчви, в които са се съхранявали вино, ром, порто, мадейра, и др., също влизат в употреба. Бъчвите, използвани за отлежаване на шери, обикновено са с капацитет от 500 литра (110 англ. галона или 132 амер. галона). Това са прекрасни съдове, с чудесна функционалност, но големината им ги прави прекалено тежки и създават трудности при работа. Традиционно за отлежаване на уиски се използват т.нар. хогсхед (hogshead)- големи бъчви с вместимост 250 литра (55 англ. галона или 66 амер. галона). Да се намерят такива бъчви, от предишно съхранение на шери, не е особено трудно, но бъчвите от бърбън, които са със стандартен капацитет от около 200 литра (44 англ. галона или 53 амер. галона) обикновено се преработват. В този случай бъчвите от бърбън се транспортират от Америка на дъги, т.е. разглобени. На шотландска земя се сглобяват отново, като се правят нови дъна, за да се увеличи обема им. Това може би ви се струва прекалена подробност, но както вече знаете и най-малките детайли имат значение. Новите дъна са от свежо дърво и оказват допълнително влияние на алкохола, който ще отлежи в тези бъчви. Добрите бъчви втора употреба се използват един или два пъти. Много често се използват и трети път, като след всяко използване се ремонтират и понякога се обгарят отвътре отново, за да им се даде нов живот след дългогодишното използване. Уискита, произвеждани специално за компоненти на блендове, обикновено отлежават в бъчви за второ и трето пълнене (без да се брои първото им използване за бърбън или шери), докато за отлежаването на сингъл малцово уиски се използват предимно бъчви за първо и второ пълнене. Някои дестилерии използват само бъчви от бърбън, други — само от шери, а трети — комбинация от двете. В какво съотношение ще е отлежаването е въпрос на песонално решение и личен почерк. В последните години се забелязва тенденция към последно, допълнително отлежаване (от няколко месеца до година) в бъчви, съдържали преди това качествени напитки като вино, ром, мадейра, порто, и т.н. Процедурата се нарича «final touch», което в превод на български, според мен, можем да наречем «последни щрихи».
Собствените аромати на алкохола се обогатяват с натуралните аромати на средата, консервирана в дъгите на бъчвата. Какви са ароматите на средата? Това са например соления морски въздух, пропит с миризма на водорасли, борови аромати, трюфели и пр. Ароматите могат също да бъдат придобити. Бъчви, в които е отлежавало шери, могат да ни дадат наситен аромат на ядки, докато тези съхранявали бърбън (основно Американски дъб) добавят към палитрата ни карамел, ванилин и танини. Може би най-важен за въздествието на ароматите е много бавният процес на оксидация. Докато кислородът се смята за враг на производителите на пиво и вино, защото може да им докара вкус на пикоч, то при отлежаването на уиски (според доктор Джим Суан от Pentlands Scotch Whisky Institute) оксидацията увеличава богатството и интензитета на приятните аромати.
При отлежаването в бъчви всяка алкохолна напитка губи от съдържанието си около 2% на година. Този така наречен «ангелски данък» е цената на качеството.
Когато определеният от дестилерията период на отлежаване бъде достигнат, уискита от различни дестилационни цикли (но отлежали приблизително един и същ период от време) се миксират. Това се прави, за да се премахне разликата помежду им. Така миксирани, те престояват няколко месеца в бракосъчетание. Като завършващ елемент от процеса, се добавят оцветители и течността се подлага на охладена филтрация, за да се премахнат маслата, причиняващи помътняване при смесването с лед. Най-накрая миксът се разрежда с вода, т.н. гасене, за да се достигнат стандартизираните от отделните държави алкохолни съдържания от 40 или 43% об. % алк. (някои марки поддържат свой собствен стандарт) и се бутилира.
Убеден съм, че сега скоча в чашата Ви е много по изразителен от преди. Познаването на любимата напитка винаги я прави много по-ценна и желана. Аз вече си сипах едно...
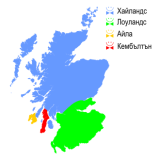
Кратка характеристика на уиски районите в Шотландия
Докато блендовете превръщат шотландското уиски в питие с международно признание и с изключително икономическо значение, то сингъл малцовите шотландски уискита запазват традициите и го развиват в нови измерения.
Производство на шотландско малцово уиски

По дефиниция шотландското сингъл малцово уиски е продукт на една единствена дестилерия. То не може да бъде миксирано с уискита от други дестилерии. Различията между отделните марки се дължи, не само на тереора и традициите на регионите и подрегионите в страната, но и на уменията на технолозите и специфичните особености при производството им. Както се досещате освен че са съществени, те са и много. Следващите редове ще ви въведат в тайнствата при производството на шотландското сингъл малц уиски.
Бърза разходка из Спейсайт (Speyside)

Въпреки че Спейсайд е подрайон на Хайландс (Highlands), тук се намират почти половината от всички работещи дестилерии в Шотландия. Спейсайд се разпростира от Инвернес на запад до Абърдийн на изток. На юг започва от гребена на планината Грампиан (Grampian) и се разгъва на север, по течението на река Спей (Spey), до брега на океана. В южната част на Спейсайд се намират много малко дестилерии.
Highlands

Географски погледнато, Високопланинската част на Шотландия — Хайландс (Highlands) се простира на север от линията, минаваща диагонално от Гирван — на запад, до Стонхеван — на изток. Някога тази линия била известна като «Позорната линия на Високопланинските части».
Характеристика на уискитата от Айла

Фактът, че Айла (Islay) е малък остров с почти еднакъв тероар, не означава, че разликите между малцовите уискита произведени от тези осем дестилационни фабрики са незначителни. Въпреки общите регионални характеристики, които всяко едно притежава, когато се намеси изкуството на дестилацията всичко придобива собствена идентичност.


Богат избор на сингъл малцови шотландски уискита на изгодни цени в онлайн магазина на TASTINGROOM.BG

Гладък, сладък, изкушаващо вкусен и обичан от всички, шоколадът е винаги подходяща гарнитура към десерти и коктейли.